Manufacturer of Industrial Vises and Tools
Cross-Hole Drill Jigs HAND OPERATED
ESPAÑOL
CROSS-HOLE DRILL JIG
Model No. 305

Capacity - 1/8" to 3/4"
| Model No. | Shipping Weight |
|---|---|
| 305 | 13 lb. |
| I.D. of Liners Furnished |
Holds Standard ASA Bushings * |
|---|---|
| 5/16" | .0135 to .1935 |
| 1/2" | .1405 to .3437 |
| V-Taper liners for small diameter stock. Groove for chip clearance. |
|
CROSS-HOLE DRILL JIG
Model No. 605
Capacity - 3/4" to 1-1/2"
| Model No. | Shipping Weight |
|---|---|
| 605 | 20 lb. |
| I.D. of Liners Furnished |
Holds Standard ASA Bushings * |
|---|---|
| 5/16" | .0135 to .1935 |
| 1/2" | .1405 to .3437 |
| 3/4" | .2812 to. 5625 |
| Without a liner, a 1" O.D. Drill Bushing can be used. .4687 to .7812 (liners straight) for 3/4" diameter stock and larger. | |
CROSS-HOLE DRILL JIG
Model No. 905
Capacity - 1-1/2 to 2-1/2"
| Model No. | Shipping Weight |
|---|---|
| 905 | 39 lb. |
| I.D. of Liners Furnished |
Holds Standard ASA Bushings * |
|---|---|
| 5/16" | .0135 to .1935 |
| 1/2" | .1405 to .3437 |
| 3/4" | .2812 to. 5625 |
| 1" | .4687 to .7812 |
| 1-3/8" | .7187 to 1.0625 |
| Without a liner, a 1-3/4" O.D. Drill Bushing can be used .9687 to 1.4062. | |
| * By use of liner, smaller bushings can be used. WE DO NOT FURNISH BUSHINGS. THEY MAY BE PURCHASED FROM A LOCAL BUSHING SUPPLIER. Specify: Standard Slip Fit, "SF", Renewable Bushings, 1" long and give size of hole to be drilled or reamed. (Bushings for 905 and AR-905: 1-1/2" long) |
|



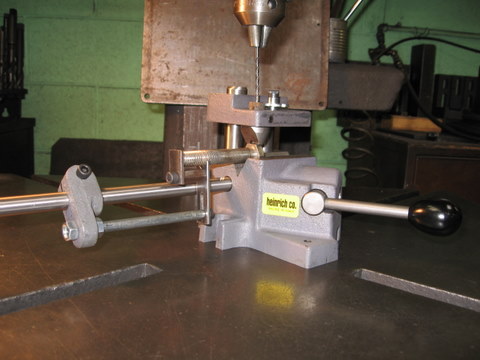
(Photo 1) The Heinrich Cross Hole Drill Jigs can make cross holes for castle nuts and safety wires.
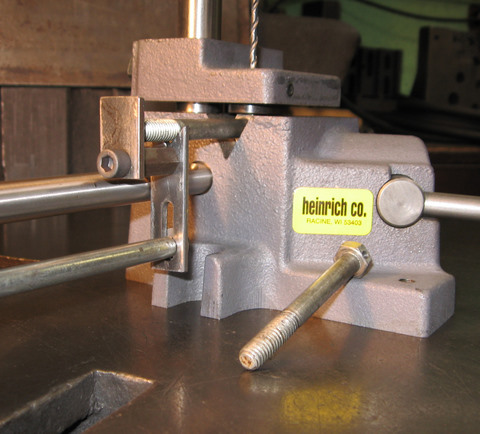
(Photo 2) Here is the larger of the two bolts. The handle has brought down the upper clamping plate, the bolt head is secure. The adapter liner has been rotated 90 degrees so that it captures the flats of the bolt head. The adapter liner is designed for chip clearance. The "SF" drill bushing fits into the adapter liner from the top. The end stop has been modified to also be a part rest. (Heinrich supplies adapter liners with each unit so various sized OD bushings can be used, and to allow for chip clearance.)
The "SF" drill bushing is held in place by a wedge, on top of the clamping plate. The v-groove in the body is hardened for longer wear.
(Photo 3) Here is the smaller of the two bolts. No adapter liner is used. Instead, the drill bushing is placed upside down in the clamping plate. This picture shows the clamping plate up.
(Photo 4) The clamping plate is down. The drill bushing is holding the head in place. The clamping plate must be raised and lowered a few times during drilling for chip clearance.
Select photos for larger view.