Manufacturer of Industrial Vises and Tools
Grip-Master VISES
ESPAÑOL
GRIP-MASTER VISES

Now a Standard in Industry Everywhere
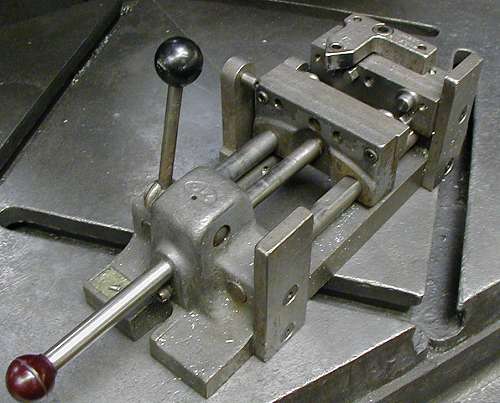
A simple push or pull on the center bar sets the jaw in position. An easy press on the locking lever moves the jaw ahead approximately 3/32", exerting the holding force, adjustable from 400 to 1100 lb. The recessed, parallel, steel jaw inserts level the work, and can be removed to accomodate jig and fixture components. The units have a hollow base for clear through drilling. The bars and locking mechanism are hardened and ground.
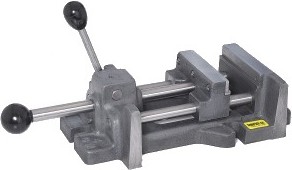
MODELS SV & PA VISES
| Model No. | Shipping Weight |
|---|---|
| 3-SV | 10 lb. |
| 3-PA | 10 lb. |
| 3-VB V-Block | 1 lb. |
| 6-SV | 34 lb. |
| 6-PA | 34 lb. |
| 6-VB V-Block | 4 lb. |
| 8-SV | 51 lb. |
| 8-PA | 51 lb. |
| 8-VB V-Block | 5 lb. |
MODEL 4-GM VISE
| Model No. | Shipping Weight |
|---|---|
| 4-GM | 20 lb. |
| 4-GMPA | 20 lb. |
| 4-VB V-Block | 1 lb. |
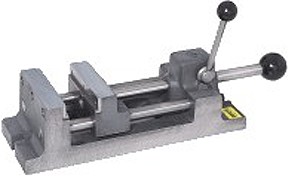
MODEL TS VISES
| Model No. | Shipping Weight |
|---|---|
| 3-TS | 10 lb. |
| 3-VB V-Block | 1 lb. |
| 4-TS | 18 lb. |
| 4-VB V-Block | 1 lb. |
V-BLOCK ATTACHMENT

Hardened and ground, insures a firm grip on round stock. Your choice of locking mechanisms.
STANDARD "SV" SERIES LOCKING MECHANISM
For general vise and fixture use. A press on the locking lever actuates the eccentric crank which tilts the locking ring, thereby gripping the entire circumference of the center bar, forcibly moving the jaw forward against the workpiece. Raising the locking lever to vertical position permits the spring to return the locking ring to neutral position, allowing the jaw to slide back, releasing the workpiece. Adjusting screw, locked by cover plate, controls amount of pressure.
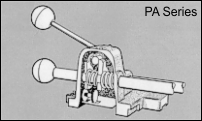
"PA" SERIES LOCKING MECHANISM, W/ PUMPING ACTION
Operator is able to advance the jaw forward by "pumping" the locking lever, thereby "taking up" on compressible materials such as warped castings, wood or metal laminations, plastics, etc. The addition of a holding ring holds the jaw against work with 200-350 pounds of pressure while the locking lever is at a 60-80 degree angle. The holding spring returns the holding ring to neutral position.
| Model No. | Min. Capacity | Max. Capacity |
|---|---|---|
| 3-VB | 9/64" | 1" |
| 4-VB | 9/64" | 1-1/16" |
| 6-VB | 5/16" | 1-5/8" |
| 8-VB | 3/8" | 1-13/16" |

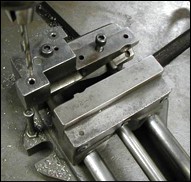
A 3-TS with a fixture, under a tapping head. The fixture has a sloped bottom so when it sits flat on the jaw inserts it presents the work at the correct angle to the tap.
Select photos for larger view.
MODEL NO. 4-SV VISE
A 4-SV with fixturing and a drill bushing. (We no longer make a 4-SV. It has been replaced by the 4-GM)
MODEL NO. 4-TS VISE
A 4-TS with fixturing. The side supports were added to give the unit extra height when rotated 90 degrees for a second operation.
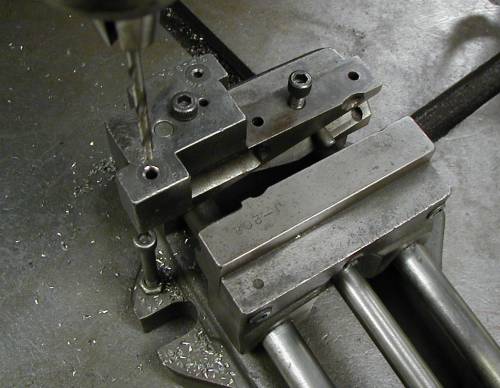
MODEL NO. 6-SV VISE

A 6-SV with fixturing, set-up under a drill. The open position, no part installed. This fixture can handle two different sized parts.
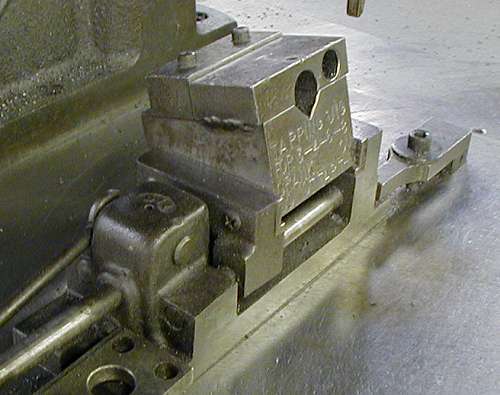
MODEL NO. 8-SV VISE

An 8-SV used to hold a tool holder fixture.